Разработка и появление такого необычного проекта обусловлены повсеместным интересом любителей плаваний под парусами к морской старине. Небольшой и мелкосидящей (осадка 1,5 м), но достаточно мореходной крейсерской яхте, рассчитанной на дальние плавания экипажа из 8-9 человек, приданы некоторые черты, характерные для парусников XVIII - начала XIX столетия - времени расцвета парусного флота. Вместе с тем проектом предусмотрено использование современных материалов и конструкции корпуса, а также технологических приемов, применяемых в наши дни...
Рангоут судна спроектирован с учетом основных особенностей судостроения времен парусного флота: сохранены «классические» пропорции и принципы вооружения. В старину мачты малых судов изготовлялись чаще всего цельными или же набирались из хорошо подогнанных одна к другой частей - штук, скрепляемых снаружи вулингами (обвязкой прочным тросом) через 800-1000 мм...
С некоторого времени для меня стали затруднительными и операции с 48-килограммовым «Вихрем» - переноска его от места хранения к лодке, навеска на транец, снятие с лодки и т. п. Появилась мечта о неторопливом водоизмещающем катере с экономичным стационарным двигателем, с каютой, которая защищала бы от дождя и ветра. Так и появился представленный на фото и эскизе катерок, оснащенный четырехтактным карбюраторным двигателем «УД-25» с воздушным охлаждением...
Является неотъемлемым атрибутом среди разнообразного рыбацкого снаряжения. Это и транспортное средство, и своеобразный друг, помощник. В связи с этим, приобретая лодку, необходимо обратить внимание на ее характеристики, чтобы в дальнейшем не укорять себя за неправильный выбор. Такой вариант, как алюминиевая лодка, вполне соответствует требованиям и желаниям рыболовов с большим опытом.
Преимущества алюминиевых лодок
Алюминиевая конструкция за счет добавления таких важных легирующих элементов, как марганец и магний, имеет повышенный показатель прочности, твердости и коррозийной устойчивости.
Легкость и практичность является главным отличительным признаком алюминиевой лодки от выполненной из стали, имея при этом одинаковую прочность. Это выгодно для алюминия как для лучшего материала в изготовлении глиссирующих плавсредств. Чтобы повысить степень ускорения глиссирующей лодки, необходимо уменьшить показатель ее массы. Следовательно, в случае изменения скорости не прибегая к увеличению мощности мотора, производительность плавсредства существенно увеличивается, а потребление топлива понижается. Выходит, что эксплуатационные расходы алюминиевой лодки незначительны по отношению к другим собратьям.
Алюминий достаточно хорошо противостоит механическим повреждениям, в частности, ударам по сравнению со сталью или стекловолокном. Такое свойство, как вязкость, позволяет алюминию растягиваться, а не сразу рваться во время удара, что в три раза превосходит сталь.
Алюминиевая лодка обладает довольно большим эксплуатационным сроком (более 20 лет), а техническое обслуживание не требует особых усилий, т. к. конструкция не нуждается во внутренней окраске корпуса, чтобы создать дополнительную защиту от коррозии.
Недостатки алюминиевых лодок
Главная неприятность в том, что очень шумная за счет работающего двигателя, а сам корпус служит своеобразным резонатором этого звука. Но и этот недостаток можно исправить, установив на транце плавсредства резиновые пластины, поглощающие громкость звука.
Определенные неудобства при транспортировке, потому как чтобы доставить на воду алюминиевую конструкцию, потребуются услуги автомобиля и специального прицепа с гидравлическим механизмом. Что касается лодки средних размеров, то здесь справится и один человек.
Для сборки вполне подойдет гараж. Материалы при производстве лодки подбираются в зависимости от способа сборки. К примеру, для создания корпуса на заклепках используется дюралюминий, а в случае применения аргонной сварки необходимо использовать алюминиево-магниевые сплавы. Желательно также иметь оборудование для изгиба деталей. Кроме того, понадобятся инструменты для сборки, герметик, краска и т. д.
Самый простой в воспроизводстве вид лодок – это «джонбот». Эти имеют меньше изгибов и деталей.
Для изготовления лодки нужно сначала собрать макет из фанеры, затем по лекалам сделать алюминиевые детали, просверлить отверстия (в случае использования клепаной системы), собрать, после этого промазать соединения герметиком и, при необходимости, покрасить.
Видео о лодке «Романтика»:
Видео об изготовлении самодельной алюминиевой лодке:
Постройка сварной мотолодки «Магия»
На сайте есть множество статей про строительство лодок из фанеры, но нет подробных статей про постройку лодки из АМГ. Да, это это не так просто, как черный металл варить, но все возможно. Мне ли не варить имея в «помощниках» отца который варит всю свою сознательную жизнь и все что только можно сварить))). Ну и я, человек гуманитарной специальности, но сильно скучающий по работе в выходные лобзиком, шлифмашинкой, пилой и сварочником (не ответственные швы которые мне доверяют).
Часто бывает так, что есть возможность купить лодку, но нет той лодки которая нужна именно тебе…, это и двигает меня на такие поступки.
Идея построить подобную лодку была у меня давно. Из всех серийных лодок, которые выпускала советская промышленность, у меня в пользовании были почти все кроме Сарепты и Крым 3, но на этих была возможность просто походить. В итоге той которая мне бы подходила на все 100 % так и не было, среди всего что было сделано доблестной страной.
Было принято решение, сделать лодку которая нужна именно мне. Каждый раз строя что то, начиная от простейшего Джонбота, потом Север 420, потом множество АКЛ в разных размерах и вариациях, потом несколько лодок которые спроектировал сам. В итоге постороив каждую лодку я походив на ней понимал что меня не устраивает в каждой, мелочь но не устраивает. Мириться с этой мелочью я не хотел.
Твердо решил что лодку, которую нужна мне и под мои задачи, могу детально проработать и сделать только я сам. При этом помимо всех нюансов и деталей которые мне необходимо было учесть в кокпите лодки, а это в общем-то не сложно, делая все самостоятельно и зная что тебе в итоге надо, мне необходимо было чтоб лодка была легкой, крепкой, не большой (до 4,5 м.), мореходной в своем размере, не валкой и самое главное лодка должна была развить скорость подвесным мотором Yamaha-55 BEDL вдвоем (80 кг + 110 кг) 65 км.ч. То есть лодка которую я планирую построить должна быть чуточку быстрее чем все среднестатистические лодки в аналогичной размерности и энерговооруженности, а значит придется повозиться с правильными реданами, и правильными кринолинами которые на дадут дельфинировать даже при откидке мотора в положение когда стальной винт теряет упор. Задача не из легких, но посильная.
Причем я четко понимал, что именно скорость будет камнем преткновения, ведь если лодка не разовьет той скорости что мне будет надо, ее судьба будет быстро решена, не взирая на все труды лодка будет подарена, либо продана, как не соответствующая всем моим требованиям.
Лодка была запланирована со следующими характеристиками:
Технические характеристики:
Материал - АМГ5М борта и днище 3 мм, мелкие не нагруженные детали - 2 мм, 2,5 мм, 3 мм.
Габаритная длинна - 4,4 м.
Ширина - 1,65 м
Высота борта - 0,54 м
Высота на миделе - 0.7 м
Угол внешней килеватости на транце - 17 градусов
Угол внешней килеватости на миделе - 28 градусов
Высота транца - 0,508 м
Грузоподъемность - 400 кг
Вес лодки - 185 кг.
Еще раз все рассчитав, обдумав, взвесив и перечитав имеющуюся у меня литературу по судостроению, я решил приступать!
На календаре был март, а погода в 2014 году приподносила сюрпризы, в виде аномального тепла что и позволило начать сварочные работы раньше запланированного.
И так… начинаем, баллоны с аргоном заправлены, подключены и готовы к работе.

Сварочники и ручной и ПА так же просятся в бой и готовы. На фото TIG без подключенной массы и горелки, но он все равно всегда готов))).


Специально для постройки этой лодки приобрел диск по алюминию на отрезную пилу. Сразу скажу -режет великолепно и используется дли резки уголка, трубы, бокса и т.д.

Упустил один важный момент. Инструменты что на фото, это лишь малая часть того что необходимо при работе. Понадобятся «болгарки» большая и маленькая, хороший лобзик, ведь резать мы будем лист АМГ до 3мм., хорошие пилки к лобзику по алюминию, естественно дрель, шуруповерт и много всего еще.
Днищевые листы раскроены, и положены в стапель. Провариваем их изнутри на прихватках полуавтоматом, чтоб они не расходились и при дальнейшей сварке ТИГом с внешней стороны не было таких сильных поводок. В гараже котором строю лодку одни большие ворота и две двери с разных сторон. При работе сваркой с использованием аргона должно быть открыто что то одно. Сквозняка быть не должно. Это важно.

Начинаем вваривать внутренний набор. При сварке полуавтоматом используется проволока АlMg 5 толщиной 1 мм. Можно взять проволоку и меньшего диаметра (0.8) но поскольку весь набор в лодке имеет толщины от 3 мм, то варим такой. Сами швы на днище располагаю часто примерно 15-20 см друг от друга. Длинна шва минимум 5 см, естественно не забывая каждый шов хорошо обезжирить ацетоном))).
Ввариваем набор. Весь продольный набор приваривается к днищу, поперечный опирается на него. Ничего из поперечного набора к днищу не привариваем. Уголок используется 40*40*3, швеллер 40*60*40*3.

Вот так провариваем

Когда основная часть набора вварена, начинаем установку предварительно согнутых на гибочном станке шпангоутов.

Когда все шпангоуты приварены на свои места, можно начинать устанавливать борта. Встал очень ровно, без каких либо зазоров.

Второй борт так же подошел идеально

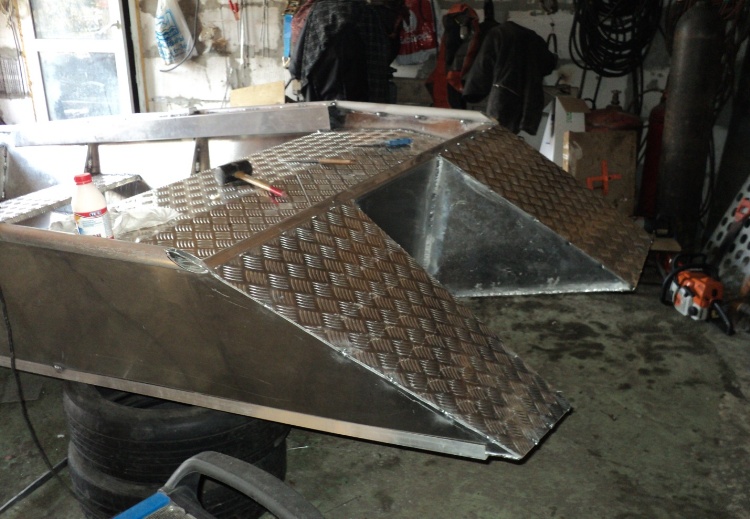
Борта на своем месте, а значит можно заняться транцем. Для транца можно согнуть швеллера из того же листового материала что используем, но я зная, что на лодку может быть когда то установлен мотор большой можности использую швеллера 50*80*50*4. Тяжело, но на транец по моему мнению, надо! Сам транец выгибаем на гибочном станке, прикладываем, обчерчиваем, вырезаем и ввариваем.

Другой ракурс. Собираем пока все на прихватках с целью подогнать детали и в дальнейшем уменьшить деформацию металла при ТИГ-сварке.

Важный момент. Кринолины выполнены ввиде продолжения днища и борта и будут герметичными, каждый объемом 48 литров. Угол наклона транца 20! Градусов. Это позволит максимально отодвинуть мотор от киля и за счет этого немного поднять его. При этом кринолины в данном случае делаются не просто так, а оптимально рассчитаны опытным путем исключая прохваты в поворотах. Воду забирать у винта они не будут. Так же не украдут, километры вопреки расхожему мнению, это на предудущих корпусах так же проверено. Им быть! Их задача на стоянке не давать корме сильно осаживаться полностью компенсируя вес мотора (в них 96 литров) и дать возможность на ходу максимально отжать нос лодки, до срыва винта но исключая дельфинирование. Но выход на воду все покажет….

Транец, так же получилось подогнать без зазоров, долго, но надо.

Начинаем вваривать внутреннюю обстройку. Опору под палубу из бокса 50*30*3.

Ввариваем заранее согнутую на гибочном станке скамейку.

Продолжаем работы над транцем, ведь как помним, он должен выдержать любой разумный мотор. Все материалы на транец с толщиной 4 мм.
Все на своих местах, хотя многое еще на «прихватках»

Вот с этого момента начинается самый нудный процесс. Понимаешь что все, корпус то готов, и начинаешь подгонять, обустраивать, делать… Палуба, опускаю ниже уровня борта на 12 см, и рыба не выскочит и вещи, да и вообще давно понял - так мне намного удобней. Для себя же делаю!!!

Так же и с задней частью лодки. Скамейка переходит в самоотливной рецесс. На всей этой конструкции стоишь, и ходишь по ней свободно.

Выгибаем борта, выпиливаем в них под шпангоуты отверстия, одеваем, провариваем, и … уже что то похожее на лодку. Заднюю часть верха бортов ввариваем в том числе и к задней скамейке, увязывая все воедино.

Питихоньку и шпангоуты проварили.


Размечаем и ввариваем реданы. Провариваем сначала на прихватки и только полуавтоматом в противном случае днище неминуемо будет кривым.

Когда реданы на месте, транец на месте, а значит сам корпус в своей подводной части полностью готов, и ему придана вся необходимая жесткость, можно начинать проваривать ТИГом. Начинаем проваривать… используется присадка АМГ5 прутки диаметром 2-3,2 мм, сила тока при сварке 80-120А.
Результат пока радует)))

Ток большой, присадку максимального диаметра (3.2 мм), шов получается широкий и через маску в работе видно что проваривается на века. К слову из интереса от предыдущих лодок я отпиливал сваренный кусок и ломал в тисках. АМГ лопался, но не по сварке, ведь в месте соединения толщина получается больше. Реданы ТИгом на данном этапе не провариваем.

Переворачиваем и провариваем ТИГом транец с кринолинами. Кринолины герметичные, но мало что в жизни бывает. Туда тоже положим экструдированный пенополистирол не впитывающий влагу.

Закрываем кринолины, их еще предстоит пройти ТИГом и обстроить. На левом будет лесенка по которой забираться в лоду из воды после купания.

Вот так кринолины выглядят сбоку.
На предыдущем фото видно что на борту появился уготок дополнительно защищающий сварной шов. Но если обратить внимание на то что уголок мы как и реданы пока не провариваем ТИГом, а прихватываем. Да в этом случае приходится «крутить-вертеть» лодку и делать много казалось бы лишнего. Но нам нужно ровное днище, особенно его часть ближе к транцу. Для защиты боковых швов используем уголок 30*30*2, а для защиты центрального 40*40*3. Это тот случай когда лучше сделать «с запасом» чем переживать за киль при подходе к берегу.

Маэстро в работе. Проваривает полуавтоматом трубку с внешней стороны. Работа по днищу полностью завершена. На фото видно как расположены реданы. Из опыта знаю что это оптимальный вариант на таком корпусе и скорость максимальная, и управление стабильно на больших скоростях. Для реданов используется уголок 20*50*3. Киль до конца не доводим, прохватов в повороте нам не надо.

Теперь можно перевернуть и заняться консолью. Сначала как всегда на коротких прихватках.

Продолжаем колдовать над консолью.

Ставим переднюю часть рамки стекла. Любые трубки или квадрат используем с толщиной стенки не менее 2 мм. Рамку делаем так, чтоб на нее мог сесть человек весом 120 кг. Мне важна практичность, пусть и в ущерб красоте. На фото видна лежащая заготовка для передних релингов и все что постоянно с работе… тряпка, щетка, ацетон)))

Продолжаем обустраивать. Появился центральный упор рамки и скоро появятся боковые.

Важное фото. Что без ацетона варить плохо, это понятно и так))). Только на этом фото видно как смонтированы скамейки. Они из рифленки это чтоб в дождь не скользили. Скамейка предстаяляет собой всего один лист согнутый на гибочном станке с загибом внутрь. Это позволило избежать дополнительных поперечных усилителей. Жесткость более чем достаточная. Если обратить внимание то скамейка вмонтирована в шпангоут. В нем выбрано посадочное место в которое утоплен торец скамьи. Жесткость того и другого получилается фантастическая. Такая скамья может служить основой на которую ставится кресло и т.д. Лично я я эксплуатирую лодку так.

Грузим на прицеп и выкатываем на улицу. Начали в марте, а на улице уже листики распускаются.

На фото видно что появились релинги, ручки на консоли,кармашки под консолью, лесенка для выхода из воды по кринолину. Справа по борту оставлено отверстие для тросов, а слева заварено.

Наводим «риску» перед грунтовкой корпуса лодки и будем грунтовать пока стоит хорошая погода.


Процесс грунтовки и покраски всем понятен и нет необходимости на нем останавливаться дополнительно.


Работы по корпусу закончены. Как можно быстрее вешаем мотор Yamaha 55 bedl , объемом всего 760 кубиков., ставим тахометр, вольтметр и спускаем лодку на воду. Штатный винт сразу еще на берегу меняется на стальной Mitcigan Apollo с шагом 15 потому как понимаю что этот винт должен быть как раз под этот корпус и мотор. Прогреваем, трогаюсь … в лодке я один мотор на 2 отверстие (трима то нет)), не дельфинирует, мотор на 3 отверстие - не дельфинирует, при том что мотор очень сильно отжат но и прохватов в поворотах нет.
Плита мотора изначально установлена низко, вровень с килем. По опыту с такой килеватостью и расположением мотора максимально далеко от линии киля я знаю, что буду поднимать и сильно поднимать. Поднимаю сразу на 2 отверстия, то есть примерно на 4,5 см выше киля. Мотор оставляю на 3 отверстии, дельфина нет и чем выше скорость тем стабильней лодка на ходу. В поворотах присутствует небольшой прохват, но в целом все ок.

В итоге что имеем обороты с одним человеком - 5 700 скорость устоявшаяся 69.5. Вдвоем (80 кг + 110 кг) обороты падают на 200 и скорость 65.5. Течение естественно отсутствует, штиль. На легкой ряби, вскорость выше. Таким образом, все что ожидал и хотел получить от корпуса над которым думал всю зиму, я получил в полной мере!!!

По фотографиям лодки на ходу видно, что на скорости выше 60 км лодка имеет очень маленькую смоченную поверхность, крайние реданы работают в полной мере. Лодка выходит из воды и идет на самой «пятке», то есть в воде получается только кот участок который я задал. Можно было и внутренний редан довести до конца, но управляемости такой бы не было. Это было проверено мной ранее на других корпусах. Тут все получилось, так как запланировано.
Поэксплуатировав лодку с мая по ноябрь, я понял что абсолютно всем моим запросам корпус удовлетворяет - легкий, быстрый, безупречно управляемый на ходу, мореходный, не валкой на стоянке, практичный под мои задачи. Трима на моторе естественно не хватает, он бы и скорость еще поднял и сделал более удобным пользование мотором. Лодку абсолютно безопасно можно эксплуатировать с мотором большей мощности, что в дальнейшем и планируется сделать поменяв мотор на Yamaha f 70.
Есть короткое видео лодки на ходу:
Практически во всех странах получили большое распространение лодки, сделанные из алюминия. Они могут смело конкурировать с изделиями, выполненными из полимерных материалов. А все потому, что алюминий – довольно прочный. Этот материал практически не поддается истиранию. Но у лодки из алюминия есть и недостаток – большой вес. Еще одним минусом является сложность ремонтных работ.
Сплавы алюминия
В судостроительстве используется не чистый алюминий, а сплавы на его основе. Всего выделяют 2 вида сплавов:
деформируемые;
литейные.
В судостроении в основном применяется первый вид сплавов алюминия. Чтобы материал полностью соответствовал требованиям, к его сплаву добавляют магний, медь или марганец. Эти вещества способствуют приданию алюминию необходимых характеристик. В процессе изготовления сплава он может обладать такими свойствами: мягким, плакированным, нагартованным и полунагартованным.
Алюминиевые листы для изготовления лодок
Производство алюминиевого проката – это не простая работа, требующая выполнения особой технологии. По итогу получается листы толщиной до 6 мм. При изготовлении лодки длиной не более 2-х метров лучше всего брать листы, толщина которых равна 2 мм. Для днища используется алюминий 3-х миллиметровый.
Если есть желание с уникальным внешним оформлением, то можно приобрести рефленые листы. Его чаще используют для оформления горизонтальных поверхностей. Данный вид материала обеспечивает безопасность лодки и находящейся в ней пассажиров.
Изготовление алюминиевой лодки
Все алюминиевые лодки имеют некоторую особенность – использовать их нужно в пресной воде. При плавании в соленых водах лодка теряет устойчивость, что грозит опрокидыванием. По итогу люди и вещи попросту окажутся в море. Во избежание этого нужно плавать в соленой воде неподалеку от берега.
Поскольку алюминий подвержен коррозии, то изделия из него нужно применять в простой воде, иначе срок службы будет не долгим. Однако проблем с коррозией может и не быть, если осуществлять правильный уход. Для этого необходимо хранить лодку в сухом месте и обязательно протирать ее поверхность, удаляя влагу. После каждого заплыва ее нужно промывать водой и насухо вытирать.
 Предпочтение отдается изготовлению лодок с плоским дном. Данная форма помогает передвигаться без проблем по мелководью, что даст возможность отправляться на рыбалку и вернуться домой с уловом.
Предпочтение отдается изготовлению лодок с плоским дном. Данная форма помогает передвигаться без проблем по мелководью, что даст возможность отправляться на рыбалку и вернуться домой с уловом.
Если лодку создавать в основном для рыбалки, то нужно продумать все мельчайшие детали. Ее можно сделать без двигателя, а можно заранее предусмотреть место для двигателя и при необходимости прикреплять его к задней части. Можно также сделать специальный отсек для пойманной рыбы. Достоинств у алюминиевой лодки много, однако, основными являются: небольшой вес, прочность, удобство при транспортировке.
Изготовление лодки
Для выполнения задуманного необходимо обзавестись такими материалами и инструментами:
1. Дюралюминиевые листы.
2. Ножницы по металлу.
3. Дрель.
4. Доска обрезная.
Сначала необходимо составить правильный чертеж, на котором будут написаны все размеры и учтены даже самые маленькие детали. Нужно предусмотреть то, чтобы готовая лодка была максимально устойчивой, небольшой, но при этом вместительной и маневренной. При составлении чертежа можно взять любую лодку, которая хоть немного напоминает тот вариант, который бы хотелось получить по итогу.
Все лодки из алюминия должны иметь борта высотой не менее 350 мм. При этом важно позаботиться о жесткости днища и бортов. Для этого устанавливают сиденья, которые являются поперечными элементами.
 Как только чертеж готов, можно сделать макет готового судна в масштабе. Для этого используется картон. Все детали необходимо вырезать и склеить. Как только макет будет готов, то сразу же можно заметить все недостатки конструкции в будущем. Поэтому их нужно устранить в процессе проектирования.
Как только чертеж готов, можно сделать макет готового судна в масштабе. Для этого используется картон. Все детали необходимо вырезать и склеить. Как только макет будет готов, то сразу же можно заметить все недостатки конструкции в будущем. Поэтому их нужно устранить в процессе проектирования.
Далее разметка переносится на листы дюралюминия. Для того, чтобы вырезать необходимые детали, нужно воспользоваться ножницами по металлу. Как только детали вырезаны, то нужно сделать их подгонку, в нужных местах подогнуть.
Далее необходимо просверлить отверстия, которые должны полностью соответствовать указанным на чертеже. В них необходимо вставить клепки. Как и в плане, отверстия должны располагаться в шахматном порядке на расстоянии 15 между рядами. При этом каждое последующее должно быть на расстоянии 20 мм от предыдущего. Там, где есть стыки, нужно обязательно составлять листы внахлест, при этом поверхность важно обработать густотерной краской. Она придаст герметичность, что способствует долговечности конструкции. Как только краска высохнет, необходимо заклепать корпус.
Теперь нужно перейти к изготовлению и установке сидений. Для этого используется сосновая обрезная доска, которую необходимо предварительно обработать влагостойкой жидкостью. Далее переходим к покрытию поверхности лодки из алюминия грунтом, а затем краской. После их высыхания можно отправиться в плавание.
Во времена СССР на колхозных и совхозных лугах зачастую устраивались культурные пастбища, на которых монтировались системы орошения. С развалом ближайшего к нам колхоза поливальная установка на таком лугу пришла в негодность. А дюралюминиевые трубы от нее диаметром до 250 мм и длиной до 12,5 м так и остались лежать среди травы. Многие приспособили эти трубы для обсадки водяных скважин, для печных труб (они неплохо смотрятся в «ансамбле» с оцинкованными крышами) и даже для изгороди - не гниют и не ржавеют.
Мой же товарищ, механик-самородок, догадался использовать их как материал для строительства лодок. Мы извлекали из труб набившийся грунт и разрезали их вдоль на циркулярке фрезой. Насколько было возможно, распрямляли разрезанные трубы специальными приспособлениями - ломами с зацепами, потом чистили и выколачивали молотками и кувалдами на песке, а затем на толстой резине, получая листы плоские или с нужной кривизной поверхности. Толщина листов (стенок труб) - от 2 до 3 mm. Листы пожестче пускали на днища и палубу, помягче - на борта и боковые наделки. Себе я склепал на скорую руку плоскодонную лодочку - «лыжу» шириной 1 м. Потом сделал для своего родственника еще одну лодку, затем катамаран, но он оказался слишком тяжелым и неповоротливым. Наконец подступился к последней своей лодке- «Кардиналу».
Проектировал и делал ее с тем расчетом, что когда-нибудь поставлю на нее водометный двигатель, детали для которого потихоньку уже точу. Корпус лодки - клепаный с обводами «полутримаранного» типа, имеет сзади две боковые наделки (спонсоны) со своими килями. Корма - транцевая. На транец устанавливается подвесной мотор. Палуба на юте сделана с углублением под будущий водометный двигатель. В носовой части палубы смонтирован люк. Через него в трюм укладываются пустые пластиковые бутылки для повышения плавучести лодки и необходимое снаряжение.
Места водителя и пассажира оборудованы в кокпите в срединной части лодки. Спереди кокпит огорожен лобовым стеклом оранжевого цвета. На передней панели размещены все приборы. Килеватость корпуса лодки в передней части, как и спонсонов, переменная, в задней - постоянная и составляет 90°. К бортам корпуса в его подводной части на высоте 50 мм от «лыжи» приклепаны с обеих сторон алюминиевые полосы - продольные реданы. Такие же полосы приклепаны по периметру лодки, кроме транца, - это брызгоот-бойник - и к килям спонсонов - полозки. Нахлест листов дюралюминия в местах всех стыков - 35 мм. Заклепки диаметром 5 мм в подводной части корпуса - с потайной головкой, в остальных местах-с полукруглой. Расположены они в два ряда (с расстоянием 15 мм между рядами) в шахматном порядке с шагом 20 мм.
Такое соединение листов не потребовало даже герметизации стыков. Когда-то, лет 25 назад, по такой же технологии я склепал из листов нержавеющей стали четыре бочки для солений. Швы до сих пор остаются герметичными, и бочки не текут! Рулевое колесо выгнул из тонкостенной стальной трубы, спицы вырезал из стального листа толщиной 1 мм. Все это аккуратно приварил к «баранке» и покрасил.
В результате лодка с дюралюминиевым корпусом-обшивкой получилась не такой уж и тяжелой, а вот преимущества ее перед деревянными очевидны: высокая прочность, долговечность, несложный уход, отсутствие силового набора. Ходовые качества лодки превзошли все мои ожидания. Под мотором «Москва-30» даже при полном «газе» с места лодка на «дыбы» не встает. На крейсерской скорости скользит на пятке лыжи и на полозках в пределах их длины 350-400 мм (с одним водителем). При резком же сбросе «газа» лодка плавно оседает в воду, даже не образуя волны.

: 1 - носовой рым; 2 - палуба; 3 - люк носового ахтерпика; 4- приборная панель; 5 - кокпит; 6 - лобовое стекло; 7 - руль; 8 - банка; 9 - моторная ниша; 10 - транец; 11 - борт корпуса; 12 - «лыжа»; 13 - продольные реданы; 14 - полозки; 15 - боковые наделки (спонсоны); 16 - люк кормового ахтерпика; 17 - ручка; 18 - брызгоотбойник

Теоретический чертеж корпуса



Схема стыков: 1 -наружный борт спонсона; 2 - внутренний борт спонсона: 3-полозок; 4 - уголок жесткости; 5 - заклепка