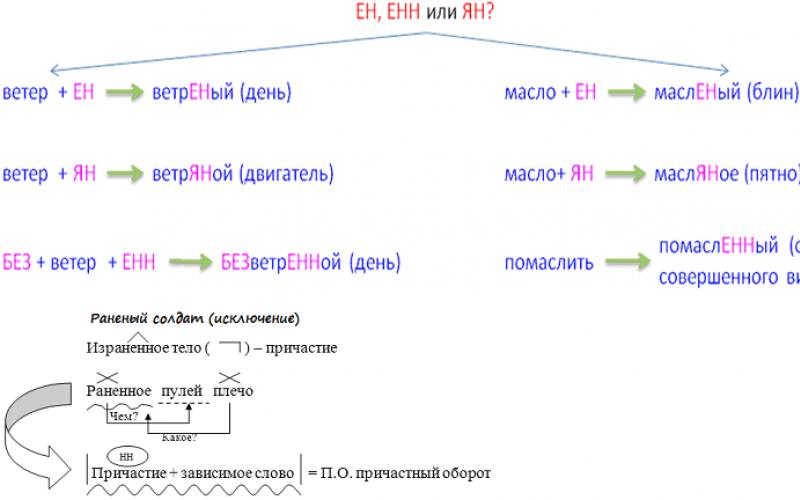
Правила и приемы опиливания
Для определенной работы выбирают тип напильника, его длину и номер насечки.
Тип напильника определяется формой обрабатываемой поверхности, длина – ее размерами. Напильник берут длиной на 150 мм больше размера обрабатываемой поверхности.
Для опиливания тонких пластин, пригоночных и доводочных работ берут короткие напильники с мелкой насечкой.
Когда требуется снять большой припуск, работают напильником длиной 300 – 400 мм с крупной насечкой. Номер насечки выбирают в зависимости от вида обработки и размера припуска.
Для черновой обработки применяют напильники с насечкой N0 и N1. Они снимают припуск до 1 мм.
Чистовую обработку делают напильником N2.
На обработку личными напильниками оставляют припуск до 0,3 мм.
Для окончательного опиливания и доводки поверхности берут напильники NN 3, 4, 5. Они снимают слой металла до 0,01 – 0,02 мм.
Заготовки из стали повышенной твердости лучше всего опиливать напильником с насечкой N 2.
Цветные металлы обрабатывают специальными напильниками, а в отсутствие напильниками общего назначения N 1. Личные и бархатные напильники для опиливания цветных металлов непригодны.
Перед опиливанием необходимо подготовить поверхность, очистив ее от масла, формовочной смеси, окалины, литейной корки и т.д. Затем деталь зажимают в тисках опиливаемой плоскостью горизонтально примерно на 10 мм выше губок тисков.
Заготовку с обработанными поверхностями закрепляют, надев на губки тисков нагубники из мягкого материала – меди, латуни, алюминия.
При опиливании тонкой детали, ее закрепляют на деревянном бруске деревянными пластинками, которые обеспечивают неподвижность детали.
При опиливании нужно следить за правильной координацией движений рук и усилия, передаваемого на напильник. Движение напильника должно быть горизонтальным, поэтому нажимы на ручку и носок напильника должны изменяться в зависимости от положения точки опоры напильника на обрабатываемую поверхность.
При движении напильника нажим левой рукой постепенно уменьшается. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям.
В случае ослабления нажима правой руки и усиления левой может произойти завал поверхности вперед.
При усилении нажима правой руки и ослабления левой получится завал назад. Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе, т.е., когда напильник движется от себя.
При обратном ходе напильник идет свободно без нажима, однако его не нужно отрывать от детали, чтобы не потерять опоры и не изменить положения напильника.
Чем мельче насечка, тем меньше должна быть сила нажатия.
Важное значение имеет положение работающего в момент опиливания по отношению к обрабатываемой детали.
Он должен располагаться сбоку от тисков на расстоянии около 200 мм от верстака так, чтобы корпус был прямым и повернутым под углом 45 градусов к продольной оси тисков.
При движении напильника от себя основная нагрузка приходится на слегка вынесенную вперед левую ногу, а при обратном – холостом ходе – на правую. При слабом нажиме на напильник при доводке или отделке поверхности, стопы ног располагаются почти рядом. Такие работы, как точные, чаще выполняют сидя.
Важное значение имеет и положение рук (хватка напильника). Необходимо взять в правую руку напильник за ручку так, чтобы она упиралась в ладонь руки, при этом четыре пальца захватывают ручку снизу, а большой палец помещают сверху.
Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 – 30 мм от его носка.
Пальцы должны быть слегка согнуты, но не свисать; они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
При обработке мелких деталей напильником, а также при работе надфилем большим пальцем левой руки нажимают на конец надфиля, остальными пальцами поддерживают его снизу.
Указательный палец правой руки кладут на надфиль или напильник. При таком положении рук давление получается минимальным, стружка снимается очень тонкая, и поверхность доводится до нужного размера без опасности зайти за разметочную линию.
Опиливание поверхности является сложным трудоемким процессом. Чаще всего дефектом при опиливании поверхности является неплоскостность.
Работая напильником в одном направлении, трудно получить правильную и чистую поверхность.
Поэтому движение напильника, положение его штрихов, следов на обрабатываемой поверхности должны меняться, т.е. попеременно с угла на угол.
Сначала опиливание выполняют слева направо под углом 30 – 40 градусов к оси тисков, затем, не прерывая работы, прямым штрихом и заканчивают опиливание косым штрихом под тем же углом, но справа налево. Такое изменение направление направления движения напильника дает возможность получать необходимую плоскостность и шероховатость поверхности.
Процесс опиливания нужно постоянно контролировать.
Деталь нужно проверять довольно часто, особенно в конце опиливания.
Для контроля пользуются поверочными линейками, штангельциркулями, угольниками, поверочными плитами.
Поверочную линейку выбирают в зависимости от длины проверяемой поверхности, т.е. поверочная линейка по длине должна перекрывать проверяемую поверхность.
Проверку качества опиливания поверхности поверочной линейкой производят на просвет. Для этого деталь достают из тисков и поднимают на уровень глаз. Поверочную линейку берут правой рукой за середину и прикладывают ребро поверочной линейки перпендикулярно проверяемой поверхности.
Для того чтобы проверить поверхность во всех направлениях сначала линейку ставят по длинной стороне в двух-трех местах, затем по короткой – также в двух-трех местах и, наконец, по одной и другой диагоналям. Если просвет между линейкой и проверяемой поверхностью узкий и равномерный, значит плоскость обработана удовлетворительно.
При контроле линейку не передвигают по поверхности, а каждый раз отнимают от проверяемой поверхности и переставляют в нужное положение.
Если поверхность должна быть опилена особенно тщательно, проверку точности производят с помощью поверочной плиты на краску. В этом случае на рабочую поверхность поверочной плиты тампоном наносится тонкий равномерный слой краски (синька, сурик или сажа, разведенные в масле).
Затем поверочную плиту накладывают на поверяемую поверхность, делают несколько круговых движений, затем плиту снимают.
На недостаточно точно обработанных (выступающих) местах остается краска. Эти места опиливают дополнительно до тех пор, пока не будет получена поверхность с равномерным слоем краски по всей поверхности.
Штагенциркулем можно проверить параллельность двух поверхностей путем замера толщины детали в нескольких местах.
При опиливании плоскостей под углом 90 градусов, их взаимно перпендикулярность проверяют слесарным угольником.
Контроль наружных углов детали осуществляют внутренним углом напильника, смотря на просвет.
Правильность внутренних углов в изделии проверяют наружным углом.
Опиливание вогнутых поверхностей. Сначала на заготовке размечают необходимый контур детали.
Большую часть металла в данном случае можно удалить вырезанием ножовкой, придав впадине в заготовке форму треугольника, или высверливанием. Затем напильником опиливают грани и спиливают выступы полукруглым или круглым драчевым напильником до нанесенной риски.
Профиль сечения полукруглого или круглого напильника выбирают таким образом, чтобы его радиус был меньше, чем радиус опиливаемой поверхности.
Не доходя примерно 0,5 мм от риски, драчевый напильник заменяют личным. Правильность формы распиливания проверяют по шаблону "на просвет", а перпендикулярность опиленной поверхности торцу заготовки – угольником.
Из книги Декоративные пруды и водоемы автора Иванова Наталья ВладимировнаПриемы композиции Симметрия и асимметрия. Элементы могут располагаться на участке симметрично или асимметрично относительно выбранной оси. В качестве таковой может стать линия взгляда, дорога, жилище, пруд.В природе симметрия встречается довольно редко. Она создается
Из книги Дизайн участка автора Шумахер Ольга Из книги Стильная бижутерия своими руками. Бусы, браслеты, серьги, пояса, ободки и заколки автора Хворостухина Светлана АлександровнаОсновные приемы гильоширования Самыми простыми по выполнению деталями являются отверстия. С них-то и следует начать знакомство с этим видом рукоделия. Обработка ткани отверстиями называется перфорацией. Они могут быть любой формы – от самых простых кругов и
Из книги Полный ремонт квартиры. Как женщине справиться с ремонтом автора Штукина Людмила ВасильевнаПриемы оклейки стен Вопрос. Чем отличается сдвинутая подгонка по рисунку от встречной наклейки?Если рисунок прямой, подгонка по рисунку не нужна, обои клеятся без сдвига для совпадения рисунка. Встречная наклейка – перевернутое наклеивание, когда каждое из последующих
Из книги Оригинальные изделия из кожи своими руками [Секреты изготовления] автора Клюшина Александра С.Приемы облицовки стен плиткой Вопрос. Какие существуют способы укладки плитки?Облицовку стен керамической плиткой начинают снизу, укладывая кафель горизонтальными рядами. Существует несколько способов укладки плитки:в разбежку, когда в каждом следующем
Из книги Художественная обработка металла. Слесарно-кузнечные работы автора Мельников Илья автора Мельников ИльяПриемы рубки металла Работа зубилом вручную требует выполнения основных правил рубки и соответствующей подготовки и навыка. Для рубки используют прочные и тяжелые тиски. Правильное положение корпуса, держание (хватка) инструмента при рубке – важные правила
Из книги Коси, коса… автора Родионов Н. Н.Правила и приемы опиливания Для определенной работы выбирают тип напильника, его длину и номер насечки.Тип напильника определяется формой обрабатываемой поверхности, длина – ее размерами. Напильник берут длиной на 150 мм больше размера обрабатываемой поверхности.Для
Из книги Домашний мастер автора Онищенко Владимир Из книги Оригами автора Згурская Мария ПавловнаПриемы рубки Работа зубилом вручную требует выполнения основных правил рубки и соответствующих подготовки и навыка.Зубило или крейцмейсель следует держать в кулаке левой руки за среднюю часть стержня, удерживая главным образом безымянным пальцем и мизинцем и слегка
Из книги Художественная обработка металла. Опиливание автора Мельников ИльяПриемы работы Приемы и знаки условных обозначений В международной литературе по оригами сложился определенный набор условных знаков, необходимых для того, чтобы записать схему складывания даже самого сложного изделия. Условные знаки играют роль своеобразных «букв»
Из книги Гравировальные работы [Техники, приемы, изделия] автора Подольский Юрий Федорович Из книги Резьба по дереву [Техники, приемы, изделия] автора Подольский Юрий Федорович Из книги Как стать парикмахером автора Луковкина АурикаПриемы работы ножами В работе резак держат правой рукой близко к первым фаскам (желательно обмотать полотно в этом месте липкой лентой, лейкопластырем) и тянут на себя с наклоном также на себя. Пятка резака (тупой угол лезвия) лишь немного возвышается над прорезаемой
Из книги автораПриемы и техника резьбы по дереву Начинающему резчику, желающему самостоятельно овладеть техникой резьбы, для начала необходимы знания самых простых истин и элементарных приемов обработки древесины. Разобраться в теоретических вопросах будет легче, когда появится
Наиболее часто встречаются следующие виды опиливания поверхностей: широких, узких, сопряженных под углом, криволинейных и цилиндрических.
Перед опиливанием, как правило, проверяют припуск на обработку: устанавливают, достаточны ли размеры заготовки для выполнения детали по чертежу.
Проверив размеры заготовки, определяют базу — поверхность, от которой следует выдерживать размеры и взаимное расположение поверхностей детали.
Плоские поверхности, как вы уже знаете, опиливают плоскими . Если на чертеже не указана чистота обработки, заготовку обрабатывают только драчёвым напильником.
Вопросы
- Какие виды опиливания встречаются при слесарных работах?
- Что делают перед опиливанием?
- Что определяют после проверки заготовки?
- Каким напильником опиливают плоскую поверхность?
Опиливание широкой поверхности
Самое сложное в опиливании — это получить ровно обработанную поверхность. Трудность состоит в том, что при опиливании не видно, снимается ли нужный слой металла в данном месте.
Для опиливания широкой поверхности необходимо подобрать плоский напильник и обрабатывать перекрестными штрихами попеременно с угла на угол. При опиливании зубья напильника оставляют на обрабатываемой поверхности следы, называемые штрихами. Прием опиливания перекрестным штрихом наиболее производителен и позволяет получить более ровную поверхность.
Перекрестно опиливают следующим образом.
Сначала драчёвым напильником обрабатывают всю поверхность слева направо, затем — прямым штрихом и после этого, не прерывая работы, переходят к опиливанию справа налево по всей поверхности.
Так попеременно опиливают до тех пор, пока не будет снят необходимый слой металла. Качество опиливания проверяют линейкой, угольником.
Обработав драчёвым напильником, чистовую обработку ведут личным напильником, контролируя линейкой качество обработки.
Вопрос
- Каков порядок опиливания широкой поверхности?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич

Криволинейные поверхности деталей машин делят на выпуклые и вогнутые. Обычно опиливание таких поверхностей связано со снятием значительных припусков. Прежде чем приступить к обработке, следует тщательно разметить заготовку и выбрать наиболее простой способ удаления лишнего металла. В одном случае требуется предварительно вырезать ножовкой, в другом — высверлить, в третьем — вырубить. Излишне большой припуск на опиливание…

Цилиндрические стержни иногда приходится опиливать для уменьшения их диаметра. Бывает и так, что из отрезка квадратного сечения опиливанием получают цилиндрическую деталь. Длинные заготовки стержней, с которых необходимо снять большой слой металла, зажимают в тисках в горизонтальном положении и опиливают, раскачивая напильник в вертикальной плоскости и часто поворачивая заготовку. Опиливание длинного стержня Короткую заготовку (стержень) зажимают…

Перед опиливанием заготовку зажимают в тисках так, чтобы обрабатываемая поверхность была расположена горизонтально и выступала на 5 — 8 мм над губками тисков. Опиливают сначала перекрестным штрихом одну широкую поверхность, принимая ее за основную базу. Опиленную заготовку снимают. Смотрите рисунок – Опиливание перекрестным штрихом Качество обработки проверяют линейкой, устанавливая ее вдоль, поперек и по диагонали…
К атегория: Санитарно-техническе работы
Опиливание металла
Опиливанием называется снятие поверхностного слоя с металлическои детали при помощи режущего инструмента - напильника.
Опиливание производят для получения определенной формы, точных размеров, гладкой прямолинейной или криволинейной поверхности, для подгонки деталей друг к другу, образования наружных и внутренних углов, обработки отверстий, снятия фасок.
Мелкие детали опиливают в тисках, установленных в мастерской, а крупные - на месте заготовки и сборки их.
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка напильника может быть одинарной под углам 70-80° к ребру напильника и двойной (перекрестной). При двойной насечке нижняя выполняется под углом 55°, а верхняя-под углом 70°. Угол заострения зуба напильников - 70°.
Зубьями напильника срезают с поверхности металла небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой - мелкую.
Рис. 1. Классификация напильников: а - по виду насечки, б - по форме; 1 - драчевый, 2 - личной, 3- бархатный, 4 - плоский, 5 - полукруглый, 6 - квадратный, 7 - трехгранный, 8- круглый
Напильники разделяются: по крупности насечки (номеру), по длине и форме (рис. 1).
В зависимости от назначения применяют напильники с насечкой различной крупности: драчевые (№1) с крупной насечкой, личные (№2) с более мелкой насечкой и бархатные (№ 3, 4, 5, и 6) с очень мелкой насечкой.
Драчевые напильники применяют для предварительной, черновой, грубой обработки; личные -для чистовой, отделочной обработки и бархатные - для окончательной, точной обработки.
Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,05-0,1 мм с точностью обработки до 0,2-0,5 мм; личными - толщиной 0,02- 0,06 мм и с точностью обработки до 0,02 мм; бархатными можно обработать поверхность детали с точностью 0,01-0,005 мм.
Напильники имеют следующие части: нос - конец насеченной части напильника, тело - рабочая насеченная часть, пятка-не-насеченная часть тела напильника и хвостовик - часть напильника, на которую надевают ручку.
Напильники изготовляют длиной от 100 до 450 мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности.
В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные и круглые. Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и внутренних криволинейных поверхностей выпуклой формы, плоских поверхностей, сквозных отверстий прямоугольной формы; полукруглые - для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные - для опиливания прорезей и отверстий прямоугольной формы; трехгранные - для выпиливания углов и отверстий треугольной формы; круглые - для выпиливания круглых и овальных отверстий.

Рис. 2. Пневматический напильник: 1 - рабочий инструмент, 2 - головка, 3 - преобразователь движения, 4 - редуктор, 5 - электродвигатель
На хвостовик напильника надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород: березы, клена, бука. Поверхность ручки должна быть чистой и ровной. Чтобы ручка не раскололась при насадке на напильник и при работе, на конец ее надевают стальное кольцо.
Для повышения производительности труда при обработке металла применяют пневматические и электрические напильники.
Пневматический напильник (рис.2) состоит из рабочего инструмента, головки для его закрепления, преобразователя движения, редуктора и двигателя.
Длина хода напильника 12 мм, число двойных ходов в минуту 1500.
- Опиливание металла
Слесарное опиливание
К атегория:
Опиливание металла
Слесарное опиливание
Опиливанием называют метод размерной обработки заготовок напильником. Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.). Опиливание применяют и для подгонки сопряженных поверхностей деталей на месте сборки изделия.
Виды опиливания. Опиливание бывает ручное и машинное. Опиливание с целью повысить качество поверхности иногда называют зачисткой.
Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.

Рис. 1. Режущие элементы различных типов напильников: а - процесс опиливания, б, в; г - двойная, одинарная и точечная (рашпиль-ная) насечки соответственно; 1 - напильник, 2 - заготовка, 3 - вспомогательная насечка, 4 - основная насечка, 5 - режущая кромка; у - передний угол, а - задний угол, fi - угол заострения, 6 - угол резания
При опиливании напильник двигают вручную вперед (от себя) со скоростью Цр.х. рабочего хода и назад (на себя) со скоростью v0.x. обратного хода (рис. 1, а). Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) - только при рабочих ходах. Чтобы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник сильнее нажимают левой рукой, а по мере его движения нажим левой рукой уменьшают, а правой - увеличивают.
Режущий инструмент для опиливания. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закаленных брусков, имеющих различные профиль поперечного сечения и длину. Напильник имеет рабочую часть и хвостовик. Оттянутую часть называют носком. На рабочей части различают узкую сторону, широкую сторону и ребро.
Зубья напильника получают насеканием, фрезерованием; шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насеченные зубья более прочны.
Напильники изготовляют с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую или радиусную) кромку- одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой.
Слесарные напильники общего назначения обычно имеют двойную насечку - основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки.

Рис. 2. Стержневой напильник (а) и борфреза (б): 1 - носок, 2 - рабочая часть, 3 - хвостовик, 4 - заплечик
Шаг основной и вспомогательной насечек делают разным. В результате этого каждый последующий зуб смещен относительно предыдущего в направлении, перпендикулярном оси напильника. Без такого смещения каждый последующий зуб следовал бы строго за предыдущим и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев обеспечивает низкую шероховатость обрабатываемой поверхности.
Величина стружечного пространства оказывает большое влияние на качество и производительность опиливания. Объем стружечного пространства определяется шагом насечки, т. е. числом основных насечек на длине 10 мм. Это число определяется номером насечки. Слесарные напильники общего назначения имеют шесть номеров насечек - от нуля (наибольший шаг) до 5 (наименьший шаг).
По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм.
Напильники маленьких размеров называют надфилями. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников общего назначения. Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров. Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм.
Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRQ .
Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, а также из быстрорежущей стали. Они отличаются от напильников общего назначения числом и углами наклона насечек. Их широкие поверхности имеют радиусную форму, благодаря чему в работе одновременно участвует меньшее число зубьев.
При машинном опиливании применяют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, с помощью которого он крепится в машине. При опиливании штампов и пресс-форм широко применяют концевые и насадные борфрезы (диаметром 3 - 32 мм) цилиндрической, угловой, дисковой и другой формы. Изготовляют борфрезы из быстрорежущей стали или из инструментальной стали У12А и закаливают до твердости 66 HRC s. Борфрезы делают с особо крупным, крупным, средним, мелким и особо мелким зубом.
Оборудование и приспособления для опиливания. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми или медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений.
Обработку заготовки борфрезами выполняют с помощью электрической машины с гибким валом. Опиливание стержневыми напильниками осуществляют на стационарных опиловочных станках. Использование приспособлений типа копиров позволяет повысить производительность опиливания, так как при этом в процессе работы не надо контролировать отклонение формы и расположения обрабатываемых поверхностей.
Последовательность и приемы выполнения работ при опиливании. Поверхность заготовки очищают от грязи, масла и окалины. Твердую поверхностную корку отливок и поковок предварительно удаляют старым напильником или зубилом. Затем заготовку размечают.
При выборе напильника необходимо учитывать физико-механические свойства обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее расположение относительно других поверхностей заготовки, величину припуска на обработку, требуемую точность и шероховатость поверхности.
Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками. Трехгранные напильники удобны при обработке острых углов в пазах, а также трехгранных и многогранных отверстий. Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские - полукруглыми; узкие фасонные поверхности, прорези и канавки - ромбическими.
Длину напильника рекомендуется выбирать на 150- 200 мм больше длины опиливаемой поверхности. Для очень точной обработки небольших поверхностей и твердых материалов используют надфили. Грубое опиливание мягких материалов, пластмасс и дерева рационально проводить рашпилями.
Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным). Заготовку устанавливают в тисках так, чтобы разметочная риска была хорошо видна, а опиливаемая поверхность располагалась горизонтально.
Для повышения производительности и качества обработки применяют перекрестное опиливание: сначала всю поверхность опиливают косым штрихом слева направо; потом - прямым штрихом; затем - косым штрихом справа налево.
В результате неправильной эксплуатации напильники теряют режущие свойства. Если на рабочую часть напильника попало масло или частицы стружки забили его впадины, то он становится непригодным для работы. Засаленные напильники очищают твердым куском древесного угля. От стружки напильник очищают заостренной лопаточкой из мягкого железа (или латуни) и стальной жесткой щеткой. Очистку ведут в направлении верхней насечки. Перед опиливанием алюминиевых сплавов напильник следует натереть стеарином в целях уменьшения его засаливания.
При опиливании контролируют шероховатость, форму, размеры и расположение поверхности. Шероховатость, как правило, контролируют по эталонным образцам. Отклонение от плоскостности (наиболее распространенный вид брака при опиливании) контролируют поверочной линейкой (на просвет). Взаимное расположение поверхностей контролируют угольниками, шаблонами и угломерами; линейные размеры проверяют штангенциркулями.
Приемы опиливания
Спиливаемое изделие, чтобы придать ему устойчивое положение, прочно зажимают в тисках. Изделие зажимают в тисках так, чтобы спиливаемая поверхность выступала над губками тисков на 5…10мм.
Успех опиливания в основном зависит от правильного положения работающего и правильного выполнения движений при опиливании.
При установке тисков верх их губок должен быть на уровне локтя работающего. Правильное положение рабочего у тисков при опиливании необходимо стоять сбоку тисков – вполоборота, на расстоянии около 200мм от края верстака. Корпус должен быть прямым и повернут на 45º к продольной оси тисков. Ноги расставлены на ширину ступни, левая нога выдвинута немного вперед по направлению движения напильника. Ступни ног расставляют примерно на 60º одна к другой. При работе корпус слегка наклоняют вперед. Такое положение корпуса и ног обеспечивает наиболее удобное и устойчивое положение работающего, движение рук становится свободным. При опиливании напильник удерживают правой рукой, упирая головку ручки в ладонь. Большой палец руки кладут поверх ручки, а остальными пальцами поддерживают ручку снизу. Левую руку накладывают на конец напильника около его носа и нажимают на напильник. При грубом опиливании ладонь левой руки кладут на расстоянии около 20…30мм от конца напильника,
Полусогнув пальцы, чтобы не поранить их от края изделия во время работы. При чистовом опиливании конец напильника удерживают левой рукой между большим пальцем, расположенным на верху напильника, и остальными пальцами – внизу напильника. Напильник двигают вперед и назад плавно по всей длине. Скорость движения напильника составляет 40…60 двойных ходов в минуту.
Слой ржавчины и окалины на заготовке опиливают драчевым напильником при черновой обработке и после этого окончательно обрабатывают личным напильником. Чтобы при окончательном опиливании не портить губок тисков, на них надевают накладки из меди, латуни, свинца или алюминия.
Точность обработки поверхности детали проверяют мерной линейкой, угольником, а
точность размеров – кронциркулем, штангенциркулем.
Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей:
Требованиям чертежа;
* при выполнении чистовых отделочных операций опиливания необходимо пользоваться
накладными губками;
* следует выбирать номер, длину и сечение напильника в соответствии с техническими
требованиями к обработке.
При опиливании плоских поверхностей, а также плоских сопряженных под углами и плоских параллельных поверхностей необходимо соблюдать следующие правила:
1. Выбирать способ опиливания с учетом обрабатываемой поверхности:
* поперечный штрих – для узких поверхностей;
* продольный штрих – для длинных поверхностей;
* перекрестный штрих – для широких поверхностей;
* захват напильника «щепотью» - при чистовом опиливании, отделке под линейку и под размер
длинных узких поверхностей;
* ребром трехгранного напильника – при отделке внутреннего угла сопряженных поверхностей.
2. Проверочным инструментом для контроля плоскости поверхностей следует пользоваться по ходу опиливания.
3. К чистовому опиливанию плоской поверхности необходимо приступать только после того, как черновое опиливание этой поверхности выполнено точно под линейку.
4. Проверочным инструментом для контроля угла между сопрягаемыми поверхностями следует пользоваться только после чистового опиливания базовой поверхности.
5. Инструмент для контроля размера между параллельными поверхностями использовать только после чистового опиливания базовой поверхности.
6. При проверке плоскостности, углов и размеров соблюдать следующие правила:
* перед проверкой необходимо очищать обработанную поверхность щеткой-сметкой или ветошью, но
Не в коем случае не рукой;
* для проверки заготовку после обработки следует освобождать из тисков;
* заготовку с поверочным инструментом следует располагать между глазами и источником света;
* не следует наклонять проверочную (лекальную) линейку во время проведения контроля
плоскостности по методу «световой щели»;
* не следует передвигать проверочные и измерительные инструменты по поверхности заготовки во избежание их преждевременного износа;
* измерения размеров следует производить только после того, как поверхность хорошо опилена и проверена по линейке;
* замеры детали следует производить в трех или четырех местах, с целью повышения точности измерений.
7. Окончательную обработку плоских узких поверхностей надо производить продольным штрихом.
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1. Правильно выбирать напильник для опиливания криволинейных поверхностей:
* плоский и полукруглый – для выпуклых;
* полукруглый – для вогнутых с большим (более 20мм) радиусом кривизны;
* круглый – для вогнутых с малым (до 20мм) радиусом кривизны.
2. Соблюдать правильную координацию движений и балансировку напильника:
* при опиливании цилиндрического валика (стержня), закрепленного горизонтально: в начале рабочего хода – носок напильника опущен вниз, рукоятка поднята вверх; в середине рабочего хода – напильник расположен горизонтально; в конце рабочего хода – носок напильника поднят
вверх, рукоятка опущена вниз;
* при опиливании цилиндрического валика (стержня), закрепленного вертикально:
в начале рабочего хода – носок напильника направлен влево; в конце рабочего хода
– носок напильника направлен вперед;
* при опиливании вогнутой поверхности большого радиуса кривизны во время рабочего хода необходимо смещать напильник по поверхности вправо или влево, слегка поворачивая его;
* при опиливании вогнутых поверхностей малого радиуса кривизны во время рабочего хода необходимо производить вращательное движение напильником;
* чистовую обработку (отделку по шаблону) выпуклых и вогнутых поверхностей производить продольным штрихом, удерживая напильник «щепотью».
3. Выпуклые поверхности плоских деталей необходимо вначале опиливать на многогранник с припуском 0,5мм, а затем опиливать по разметке и шаблону.
4. Чистовую обработку следует производить только после предварительного (чернового) припиливания поверхности по шаблону.
Правила безопасности труда при опиливании металла
* перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки
требованиям чертежа;
* необходимо прочно закреплять заготовку в тисках;
* при выполнении чистовых отделочных операций опиливания необходимо пользоваться накладными
* следует выбирать номер, длину и сечение напильника в соответствии с техническими требованиями к
обработке;
* нельзя работать напильниками без ручек или с расколотыми ручками; ручки должны быть
исправными и иметь полированную наружную поверхность и кольцо;
* при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под
Напильником при обратном ходе;
* не следует охватывать носок напильника снизу: при холостом ходе можно задеть за заготовку и
поранить пальцы; при чрезмерном продвижении напильника вперед ручка может задеть за края
заготовки, а хвостовик – выйти из ручки, что может привести к травме руки;
* образующуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой;
Строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым
воздухом во избежание ранения рук и засорения глаз;
* не проверять качество зачистки заготовки, проводя пальцами по ее кромке;
* при зачистке заготовки шлифовальной шкуркой надевать рукавицу на руку, которая держит заготовку;
* работать следует в головных уборах во избежание попадания стружки в волосы;
* во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.